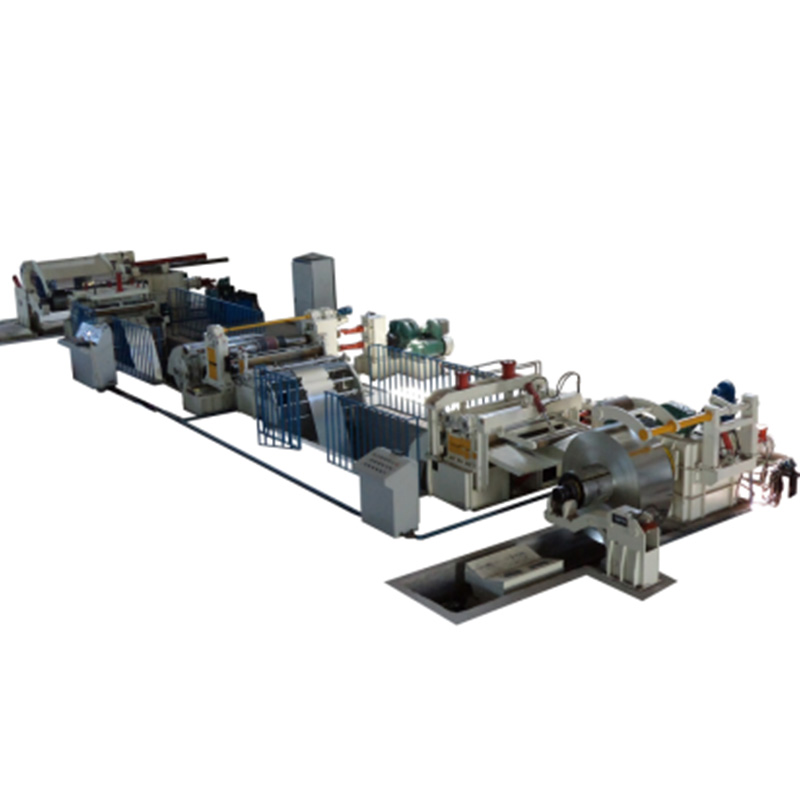
| Xe tải |
Mục đích: định vị bộ cuộn trên trục của máy mở cuộn.
Cấu trúc: xe đẩy được cấu tạo từ khung giá nâng hạ bằng thủy lực và tấm xe di chuyển có động cơ.
Khung nâng hạ có cấu trúc hình chữ V, bề mặt được bao phủ bởi tấm cao su, được điều khiển bởi xi lanh dầu và dẫn hướng bởi cột dẫn hướng.
Bánh đĩa được điều khiển bởi mô tơ thủy lực và di chuyển dọc theo đường ray.
Thông số kỹ thuật của xi lanh dầu là φ 160x600mm
|
| Tay đơn mở cuộn và tay đỡ thủy lực |
Mục đích: mở cuộn và thải vật liệu cuộn một cách chủ động hoặc thu hồi cuộn vật liệu.
Cấu trúc: loại cantilever đơn, gồm trống, khung, hệ thống truyền động và con lăn ép.
Trống có dạng bốn cánh, giãn nở và co lại bằng thủy lực, phạm vi giãn nở và co lại của thân là Φ 485-610mm.
Trống được điều khiển bởi động cơ thông qua hộp giảm tốc và bánh răng truyền động, hệ thống truyền động được trang bị phanh bướm khí nén để phanh và hỗ trợ tạo lực căng khi mở cuộn.
Con lăn ép kiểu xoay thủy lực với lớp bọc cao su.
Thông số động cơ chính: AC22kw.
Xi lanh dầu giãn và thu hẹp trục chính: Φ 220x165 mm.
|
| Thiết bị cấp liệu |
Mục đích: để làm thẳng phần đầu vật liệu và đưa tấm vào máy làm phẳng.
Cấu trúc: cầu đỡ có thể dao động thủy lực hoặc co lại thủy lực.
Cán uốn được điều khiển bởi xi lanh dầu để dao động.
Cầu tải được điều khiển bởi xi lanh dầu để nâng và mở rộng.
|
| Máy làm phẳng bảy con lăn kéo |
Ứng dụng: dễ dàng cắt tấm phẳng và điều khiển cuộn dây chạy.
Cấu trúc: gồm một cặp con lăn kéo. Làm phẳng năm con lăn
Các con lăn trên và dưới của con lăn kéo được bọc cao su, đường kính Φ 220mm và trục làm phẳng 130mm. Con lăn trên được điều khiển bởi xi lanh dầu để nâng.
Các con lăn dẫn động trên và dưới quay chủ động và có thể được kiểm soát để nâng lên và hạ xuống.
Được điều khiển bởi motor AC với công suất 37KW.
|
| Kéo cắt |
Mục đích: để cắt bỏ phần đầu không đều của kim loại tấm hoặc cắt kim loại tấm để tái chế phần kim loại còn lại.
Cấu trúc: được điều khiển bằng thủy lực, cắt từ trên xuống. Giá giữ dao, bánh răng và thanh răng hoạt động đồng bộ, và việc cắt đầu và đuôi được kéo bằng tay.
|
| 1 cầu dao (looper) |
Ứng dụng: chuyển đổi vật liệu đầu hoặc cuối, tạo vòng lưu trữ vật liệu.
Cấu trúc: thiết bị bao gồm cầu dao và giá đỡ vật liệu hình cung.
Cầu dao được nâng hoặc hạ xuống bởi xi lanh dầu, và tất cả các con lăn được bọc cao su.
Giá đỡ vật liệu hình cung bao gồm nhiều con lăn tự do, được bọc bằng keo polyurethane.
Có hai cặp công tắc quang điện để phát hiện mức vật liệu trong hố của cầu xoay. Khi vật liệu lên đến vị trí trên, máy cân bằng điều khiển máy cuộn dây tăng tốc đều; khi mức vật liệu giảm xuống vị trí dưới, máy cân bằng giảm tốc đều.
|
| Thiết bị chỉnh lệch và cấp liệu |
Mục đích: hướng dẫn hướng của kim loại tấm, đảm bảo rằng vật liệu tấm không bị lệch và cấp liệu cho máy cắt dải.
Cấu trúc: Thiết bị chỉnh lệch bao gồm các con lăn hướng dẫn ở cả hai bên, một khung trượt di động, một trượt ốc vít và một tay vặn điều chỉnh.
Ba bộ con lăn hướng dẫn mỗi bên. Tay vặn điều chỉnh nằm ở phía hoạt động và di chuyển đồng thời.
|
| Máy cắt |
Mục đích: Cắt kim loại tấm theo chiều dọc thành các dải có độ rộng khác nhau.
Cấu trúc: Máy cắt cuộn gồm có khung máy, trục dao cắt trên và dưới, cơ cấu điều chỉnh khoảng cách giữa các trục dao và hệ thống truyền động. Cả trục dao cắt trên và dưới đều quay chủ động và được dẫn động bởi mô-tơ AC, hộp giảm tốc, hộp phân phối bánh răng và khớp nối universal.
Điều chỉnh độ chồng của lưỡi dao bằng cách thay đổi khoảng cách giữa các trục dao thông qua điều chỉnh điện của bánh vít.
Trục dao được trang bị nhiều đầu dao và một loạt các đai cách khác nhau về độ dày. Đầu dao và các đai cách được nén lại bởi ốc vít.
Chân đỡ trục dao là một bộ phận hàn, với một bên di động và một bên cố định. Khi thay dao, chân đỡ di động được tách ra bởi xi-lanh thủy lực theo ray dẫn hướng, và trục dao được treo cantilever trên chân đỡ cố định.
Có thiết bị dỡ tấm (không bao gồm tấm dỡ).
Đường kính trục dao Φ180mm.
Vật liệu của trục dao là 42CrMo, và bề mặt được mạ crôm cứng.
Kích thước đầu cắt: 290X180X10 (đường kính ngoài) 10.Công suất động cơ chính: DC 45kw
|
| Máy cuộn phế liệu dọc (hai bộ) |
Mục đích: thu thập phần mép phế liệu được cắt bởi máy phân cuộn.
Cấu trúc: bao gồm trống cuộn, khung và hệ thống truyền động.
Trống cuộn được mở rộng và co lại bằng cơ học để thuận tiện cho việc tháo gỡ.
Máy cuộn được trang bị thiết bị phân bố vải, có thể cuộn dây đều.
Trống được điều khiển bởi động cơ AC, với tốc độ điều chỉnh được và mô-men xoắn cuộn.
|
| 2 cầu dao (vòng lặp) |
Xem cấu trúc của cầu dao 1. |
| Thiết bị tách trước và máy căng |
Mục đích: tách các dải cắt, ngăn chặn việc chồng chéo khi đi qua máy căng, và giúp thu thập dễ dàng hơn.
Cấu trúc: có hai bộ phận tách, một bộ bằng với chiều cao của quá trình cấp liệu, và bộ còn lại thấp hơn 200 mm so với quá trình cấp liệu. Trục phân ly có thể được di chuyển ra từ phía vận hành để thuận tiện thay thế tấm phân ly.
Có một con lăn ép chống nhảy giữa hai bộ phận tách, và xi lanh khí nén sẽ nâng lên hạ xuống. Mục đích của máy căng: máy căng áp dụng áp lực dương lên dải vật liệu để tạo ra lực căng quấn, giúp siết chặt tấm. Cấu trúc: căng phẳng.
Thanh trượt ép được nâng lên và hạ xuống bởi xi lanh dầu.
Vật liệu ép được sắp xếp thành từng đoạn theo chiều rộng của kim loại tấm.
Chân ép có hoa văn răng cưa, và lớp len dễ dàng được ghim vào và thay thế.
|
| Nhóm cuộn chuyển hướng và tấm cấp liệu |
1. Bên phóng của máy căng được trang bị trống cấp liệu, và đầu trục cuộn được trang bị bộ mã hóa đo tốc độ của máy quấn. 2. Bề mặt của cuộn dẫn hướng được làm bằng mạ crôm. 3. Pallet cấp liệu với đầu vật liệu bên phía phóng của trống căng rất thuận tiện cho việc cấp liệu vào kẹp của máy quấn. 4. Pallet cấp liệu được nâng và hạ bằng xi lanh dầu. |
| Redecoiler |
1. Mục đích: quấn lại dải cắt.
2. Cấu trúc: loại đơn cantilever.
3. Thực dụng mẫu bao gồm trống, tấm tách vật liệu và hệ thống đẩy vật liệu.
4. Trống liền mạch, xi lanh thủy lực đẩy chêm để điều khiển trống giãn và thu hẹp. Phạm vi giãn và co là Φ 480-508mm.
5. Trống được điều khiển tiến và lùi bởi động cơ AC thông qua hộp số ba cấp.
6. Tốc độ quấn tự động thích ứng với tốc độ chạy của máy cắt dải.
7. Hệ thống truyền động có phanh.
8. Vật liệu của trục đỡ trống là 40Cr.
9. Máy cuộn được trang bị thiết bị tách và ép vật liệu, cánh tay ép được điều khiển bằng xi lanh dầu. Trục ép có thể được điều khiển thủ công quanh điểm tựa cố định, thuận tiện để thay đĩa cách ly (PAD).
10. Được trang bị tấm đẩy, được điều khiển bởi xi lanh dầu. Công suất động cơ chính 132kW 980rpm
|
| Xe dỡ cuộn |
1. Mục đích: để tháo cuộn cắt từ trống cuộn.
2. Cấu trúc: cấu trúc của xe dỡ cuộn cơ bản giống với xe tải cuộn. 3. Xe dỡ cuộn được trang bị thanh chống chèn.
|
| Hệ thống thủy lực |
1. Áp suất hệ thống thủy lực 14MPa
2. Hệ thống sử dụng bơm tích hợp và khối van được lắp đặt trên bình dầu và giường máy.
3. Các thành phần thủy lực được sản xuất bởi Huade.
4. Các phụ kiện khác phải là sản phẩm chất lượng cao trong nước.
|
| Hệ thống bôi trơn |
hộp số hoặc bộ giảm tốc được bôi trơn bằng dầu bể, và các bộ phận khác được bôi trơn bằng dầu đậm đặc phân tán. |
| Hệ thống điện |
Dây chuyền sản xuất sử dụng nguồn điện AC 220V ba pha năm dây. Sự biến động của điện áp lưới không nên vượt quá ±10%. Nguồn điện điều khiển là AC 220V và AC 24V.
Toàn bộ dây chuyền sử dụng điều khiển tập trung PLC, sử dụng động cơ AC để vận hành máy mở cuộn, máy kéo, máy cắt dải và máy cuốn. Sử dụng bộ điều chỉnh tốc độ AC kỹ thuật số để điều chỉnh tốc độ. Lấy động cơ cắt dải làm tốc độ chính, thông qua việc lấy mẫu và so sánh tốc độ của dây chuyền mở cuộn, tốc độ dây chuyền cuốn và tốc độ dây chuyền cắt dải (hoàn thành bởi PLC), máy kéo, máy cắt dải và máy cuốn có thể vận hành cơ bản đồng bộ trong quá trình vận hành tự động. (Nhưng đôi khi cần điều chỉnh tinh tế thủ công).
Để thuận tiện cho việc vận hành, nhiều bảng điều khiển được lắp đặt trên toàn bộ dây chuyền, và bảng điều khiển chính được trang bị màn hình cảm ứng.
Nó có các chức năng như chẩn đoán lỗi, hiển thị độ dài và tốc độ.
|
| Khác |
2 bộ rào an toàn
Bushing cuộn dây (Φ 610mm) 1 bộ
Bao gồm 15 công cụ cắt, ống cách ly, vòng cao su tháo dỡ, đĩa phân tách và washer nylon (có thể chia thành 10 phần).
|

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY